镀铬辊的工艺特色
与其他类型的电镀比较,镀铬辊是十分杂乱的电镀类型,具有以下特征:
1、镀铬辊易于钝化,因而它很容易钝化。与许多媒体比较是安稳的。与其他金属比较,它在原子结构上具有不同的特性。铬是一种十分生动的金属。当镀铬辊在铬酸中时,只能以十分低的电势获得接连的涂层。
2、镀铬辊溶液运用氧化力强的铬酸酐(CrO3)代替铬盐,因而在电镀进程中会运用F-和Cr3等外部离子。可以完成铬的沉积进程。阴极极化进程杂乱,而且一起发生多个反响,而且大部分电能在放氢的副反响中被消耗。
3、镀铬辊运用的电流密度十分高,是普通电镀类型的电流密度的几倍。镀铬进程中的电池电压也很高,是其他电镀类型(6V)的两倍,一般约为12V。
4、镀铬辊运用的阳极不是由金属铬制成,而是将铅锑或铅锡合金用作不溶性阳极。这是由于铬金属是易碎的,因而很难制作印版。别的,当金属铬溶解时,它以不同的化合价态进入溶液,这将导致溶液变化很大,难以操作。因而,运用不溶性阳极,镀铬溶液的分散性极低,而且需求辅佐阳极来获得杂乱涂层部件的均匀厚度的涂层。
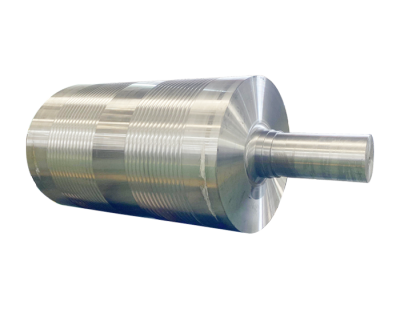
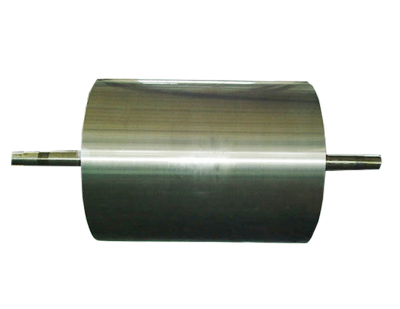
镀铬辊的工艺特色
镀铬辊
5、在镀铬进程中,中心不允许停电,而且温度和电流必须安稳。尺寸不同的零件不应与厚的镀铬零件放在同一罐中。别的,不同形状的零件需求不同形式的悬挂东西,应注意悬挂东西的选择。
6、为了确保涂层具有很强的粘结力,零件应在镀铬之前预先悬挂在电镀液或热水浴中,以使涂层的温度保持安稳。零件与电镀液的温度一致。对于铜和装饰性镀铬零件,不应在镀液中对镀铬零件进行预热,而应在热水中对其进行预热。
7、对于形状杂乱的零件,为了进步投射能力,可以在上电开始时运用脉冲电流,即,电流可认为50%-比正常电流高60%,然后在当前工艺规范下在正常的镀铬条件下进行2-3分钟。
8、镀铬层在0.25m处是微孔的。假如厚度超越0.25m,则镀铬层将出现网状裂纹。假如铬涂层的厚度超越20m,它将对基材产生机械保护作用。铬开裂的原因是铬在电沉积进程中吸收一定量的氢构成氢化铬,一起吸收一定量的氧。具有六边形晶格结构的氢化铬十分不安稳,并分解构成具有体心立方晶格的铬层。由于分解时的体积缩短,铬层的内应力高,而且铬镀层构成微孔或网眼裂纹。